
Toute la documentation qui a été disponible concernant le projet E-CHO durant les trois années de concertation dans le cadre de la CNDP, tout comme celle disponible sur le site d’Elyse Energy[1], ne mentionnent absolument pas toutes les informations nécessaires pour permettre de se faire une opinion claire du bénéfice socio-économique de ce projet pas plus que de son éventuel fonctionnement opérationnel
On pourrait argumenter sur le fait qu’il s’agissait encore d’une phase d’étude, mais le quantum d’éléments manquants dans la description actuelle du projet E-CHO est tel qu’il est permis de douter de sa faisabilité alors que l’on s’aperçoit qu’ Elyse Energy le qualifie de projet industriel maîtrisé.
 https://elyse.energy/nos-projets/e-cho
https://elyse.energy/nos-projets/e-cho
Le présent document démontre que des étapes fondamentales dans la description du projet, telle qu’elle a été faite, développée et décrite dans les différents documents associés lors des différentes réunions de travail menées par la CNDP, ont été omises, d’une manière volontaire ou involontaire, mais que ce défaut a nui à la compréhension de ce projet plus complexe qu’il n’a été évoqué.
1. Rappel de certaines évolutions dans la description du projet E-CHO.
Les volumes et les types des produits traités par E-CHO ont évolué durant les années 2022-2025 et, d’une hypothèse initiale basée sur une entrée unique et uniforme de biomasse forestière, la référence importante du projet à la RED II (Renewable Energy Directive) en 2022, puis, nécessairement à son évolution vers la RED III qui établissait certaines restrictions quant à l’utilisation de biomasse forestière, conduisaient nécessairement la conception du projet vers des « intrants » de type et de quantité largement différents.
De 300.000 tonnes de biomasse forestière traitées par 72.000 tonnes d’hydrogène, permettant de produire 75.000 tonnes de biokérosène et 200.000 tonnes de bio-méthanol, le projet a évolué, en 2025 vers une répartition variable entre de la biomasse forestière, de la biomasse secondaire (sciure, chute de panneaux, bois de démolition, etc.…), de la biomasse agricole (pieds de vignes, noyaux, arbres fruitiers, élagages urbains, embâcles, bocages, …), voire de la biomasse d’origine animale.
Les origines de ces intrants, nationales puis internationales, ont également évolué et, finalement, ces différents instants seront apparemment traités par 60.000 tonnes d’hydrogène et devraient permettre de produire 87.000 tonnes de biokérosène et 50.000 tonnes de bio-méthanol.
Mais cette évolution, que certains considèrent comme plus réaliste et plus susceptible de satisfaire la RED III et permettre d’ envisager de possibles contributions financières de l’Union européenne, introduit une question qui n’a jamais été abordée durant les différentes réunions de concertation, à savoir quel est le risque industriel du projet, projet devenant plus complexe, alors que le site d’Elyse Energy affirme qu’E-CHO est un projet industriel maitrisé.
Cette nouvelle diversification des « intrants » aurait dû entrainer une modification importante de la description du projet E-CHO, projet toujours présenté pendant les dernières phases de concertation comme se concentrant sur un concept d’électrolyseur « multi-matières premières », alors que cette description devenait, en réalité, fausse.
Cette nouvelle diversification des « intrants », en plus de nécessiter une étape cruciale qui doit être réalisée en amont du processus de conversion par hydrolyse, introduit des inconnus importants dans la faisabilité du projet, aussi bien au plan de sa faisabilité industrielle comme aux plans de sa rentabilité financière et de celui de sa conformité aussi bien vis-à-vis du SNBC 3 que de la PPE 3.
Ce document montre que les éléments du projet E-CHO présentés à ce jour omettent, consciemment et inconsciemment, des parties importantes nécessaires à un fonctionnement réellement industriel de l’ensemble E-CHO.
Ces éléments, n’ayant pas été ni présentés ni évalués, ne permettent pas de prendre une décision sur un projet aussi légèrement décrit et présenté sans faire prendre un risque important à ceux qui doivent en décider et financer le développement.
2. Un obstacle technique clé : l’hétérogénéité des matières premières.
Un seul électrolyseur ne peut pas traiter directement une matière première brute forestière et mixte, composée de rondins, de copeaux de bois et stover de maïs ou encore de pieds de vignes, noyaux, arbres fruitiers ou autres dérivés agricoles voire de la biomasse animale[2].
Une technologie de conversion, qu’il s’agisse d’un électrolyseur (comme pour la conversion électro catalytique de biomasse), d’un gazéifieur ou d’un réacteur de pyrolyse, est un réacteur chimique avancé.
Elle nécessite un apport physique et chimiquement uniforme, un peu comme un moteur de voiture a besoin d’un fin brouillard de carburant, et non d’un seau de pétrole brut mélangé à de la sciure.
Les problèmes liés à l’alimentation en mélange brut sont les suivants :
2.1 Incompatibilité physique :
La densité globale, la taille des particules et la forme des rondins forestiers, des copeaux de bois, de pieds de vigne et de noyaux sont complètement différents.
Cela provoquera des ponts, des blocages et une alimentation irrégulière dans un réacteur pressurisé ou à haute température.
2.2 Incompatibilité chimique :
Les proportions de cellulose, hémicellulose et lignine, ainsi que la teneur en cendres et la composition minérale, sont très différentes.
2.2.1. Les déchets agricoles
Ces déchets contiennent généralement une teneur en cendres beaucoup plus élevée, et ces cendres sont riches en potassium, sodium et silice, qui provoquent de graves incrustations, scories et corrosion à l’intérieur des réacteurs à haute température.
2.2.2. Les déchets de bois
Ces déchets peuvent être contaminés par des peintures, des résines ou des colles, introduisant des poisons catalyseurs comme l’azote, le soufre et le chlore. Un électrolyseur, surtout avec des anodes en métaux précieux, serait détruit par ces cas.
2.2.3. Cinétique de réaction :
La température optimale, le temps de résidence et l’environnement chimique pour décomposer un bois franc riche en lignine sont totalement différents de ceux d’un stover de maïs riche en cellulose et faible en lignine.
On ne peut pas optimiser un processus chimique pour l’un sans pénaliser sévèrement l’autre.
2.3 Question
Ces difficultés peuvent être considérées basiques comparés à celles présentées comme technologiquement avancées mais elles interviennent d’une manière importante dans la conception industrielle globale et dans la rentabilité économique du projet : ont-ils été intégrés dans l’investissement initiale annoncé de 2Md€2022 annoncés ?
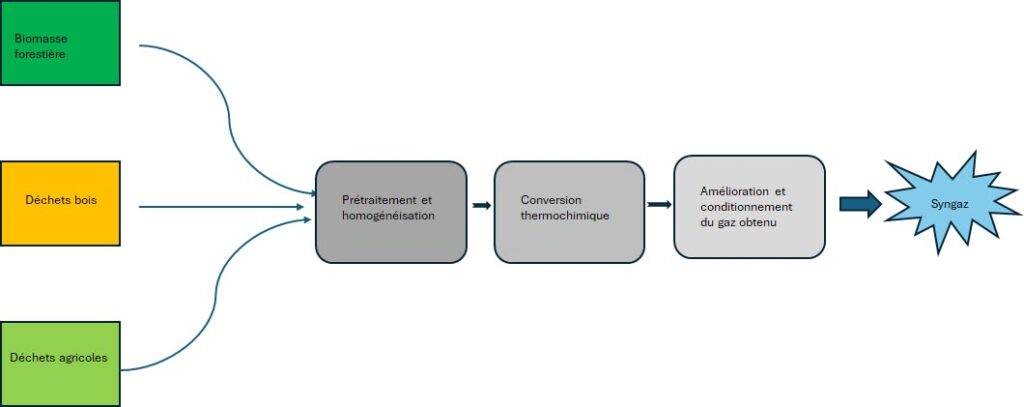
3. La nécessité d’un frontend de prétraitement et d’homogénéisation
Le procédé ne traitant plus de la biomasse brute mixte en entrée d’un électrolyseur, comme supposé dans la description d’E-CHO, le processus correct est en fait une chaîne de prétraitement en plusieurs étapes qui délivre un gaz de synthèse, « syngaz », liquide uniforme et propre à l’étape finale de conversion, digérable par électrolyseur.
 Ce gaz de synthèse propre pourrait par la suite être transmis à une dernière étape de mise à un même niveau pour pouvoir éventuellement être traité par un électrolyseur (voir § 5).
Ce gaz de synthèse propre pourrait par la suite être transmis à une dernière étape de mise à un même niveau pour pouvoir éventuellement être traité par un électrolyseur (voir § 5).
3.1 Prétraitement et homogénéisation
C’est à la sortie de ce pré-traitement que les matières premières diverses deviennent un intrant unique et gérable.
3.1.1. Réception et tri :
Lignes et stockage séparés pour chaque type de matière première.
3.1.2. Nettoyage :
Séparation magnétique et gravitationnelle pour enlever le métal de chaîne, les pierres, le sable, etc., en particulier des déchets agricoles et de bois.
3.1.3. Séchage :
Toutes les matières premières doivent être séchées à un taux d’humidité uniforme (généralement <10-15 %), une pénalité énergétique importante à prendre en compte.
3.1.4. Réduction de taille et densification :
C’est l’étape cruciale. Des lignes séparées de broyage (pour le bois) et de broyage/broyage (pour les résidus agricoles), suivies de mélange et de granularisation /torréfaction pour créer une matière première homogène « bio-charbon » ou granulée homogène, à haute densité énergétique, avec des propriétés physiques et chimiques cohérentes.
3.2 Conversion thermochimique (le réacteur « pré-électrolyseur »)
On ne peut pas injecter des granulés solides dans l’électrolyseur.
Il faut un réacteur primaire pour décomposer les polymères solides en petites molécules de gaz. Il s’agit très probablement d’un gazéificateur (un lit fluidisé soufflé par l’oxygène est un bon candidat pour une matière première mixte).
Cette unité pourra gérer les granulés uniformes à partir de l’étape précédente.
Il produit du gaz de synthèse brut, un mélange principalement de CO, H₂, CO₂, CH₄ et eau.
3.3 Nettoyage et conditionnement du gaz
Ce gaz est sale et totalement inadapté à un électrolyseur high-tech.
Il se déroule ainsi :
3.3.1. Élimination des particules :
Filtres cyclones pour éliminer les particules de charbon solide et de cendres.
3.3.2. Nettoyage des contaminants :
Elimination des H₂S, HCl, NH₃ et autres poisons catalyseurs provenant des diverses matières premières.
3.3.3. Craquelage/Reforme du goudron :
Une étape catalytique ou thermique pour convertir les goudrons problématiques en plus de gaz de synthèse
Ce n’est qu’alors que l’on a un flux gazeux stable, propre et de composition connue. Ce gaz de synthèse propre est l’entrée unique et pure que l’électrolyseur (ou toute autre technologie de mise au niveau nécessaire) peut enfin traiter.
3.4 Remarque
Le prétraitement et l’homogénéisation des déchets de bois ne constituent pas une seule machine, mais une section industrielle complète. Pour que le projet E-CHO soit crédible, on ne peut pas simplement dire « prétraitement ». Il est nécessaire de spécifier qu’il se termine par la torréfaction comme étape d’homogénéisation. C’est la seule façon de mélanger le bois de démolition chimiquement sale, les déchets agricoles riches en alcalis et le bois forestier propre en un seul intermédiaire biogénique uniforme, sans contaminants, qui ne tuera pas le gazéificateur et les catalyseurs de l’électrolyseur en aval.
Cette cascade détaillée est ce que les descriptions disponibles du projet E-CHO ont ignoré. Il est fondamental de les y décrire afin de comprendre honnêtement le fonctionnement du projet E-CHO car elle modifie complétement les bilans de masse et d’énergie en jeu.
4. A ce premier niveau la description du projet est déjà erronée
La description faite jusqu’à présent du projet aurait dû donc être mise à jour pour refléter le réalisme des processus, ce qui n’a pas été le cas jusqu’à présent. On peut considérer que cette lacune peut conduire à une description simpliste voire incomplète de ce que pourrait être la réalité industrielle et opérationnelle du projet.
Le projet est passé d’un champ d’action initial centré sur une seule matière première de biomasse forestière à un scénario utilisant, apparemment, en entrée du processus industriel un mélange diversifié, par exemple de 1/3 de biomasse forestière, 1/3 de déchets de bois et 1/3 de déchets agricoles.
Ce changement nécessite une opération unitaire cruciale, en amont de la description actuelle du projet un ensemble effectuant le tri, le nettoyage, le séchage, la réduction de taille séquentielle, et, surtout, l’homogénéisation par torréfaction afin de produire un intermédiaire biogénique uniforme et de haute qualité. Cet intermédiaire standardisé alimente ensuite une étape primaire de conversion thermochimique (gazéification) et un train rigoureux de nettoyage de ce « syngaz ».
Ce n’est qu’ensuite qu’un substrat gazeux et sans contaminants est livré à l’unité de conversion électrochimique finale. Cette entrée unique et pure permet à l’électrolyseur de fonctionner à son efficacité et à longévité maximales, résolvant ainsi le défi principal posé par la transition des matières premières. »
Le passage d’une matière première idéalisée unique à un mélange complexe sans expliciter clairement les nouvelles exigences massives de prétraitement change fondamentalement la nature, le coût et le risque technique du projet.
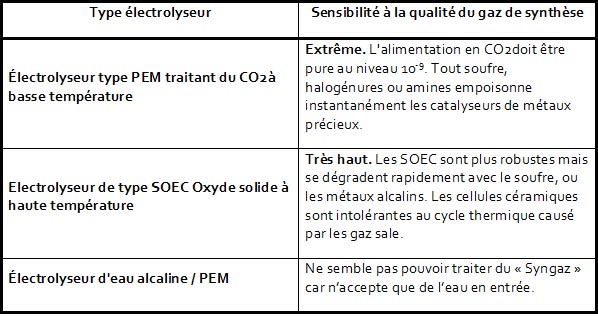
5. Ce « syngaz » est-il absorbable par un électrolyseur ?
En supposant que la notion de frontend de prétraitement est acquise il subsiste une question majeure : Ce syngaz est-il directement assimilable par l’électrolyseur et par quel type d’électrolyseur ?
Durant les sessions de concertation aucune indication n’a été donnée concernant la phase électrolyse.
Le silence sur le type électrolyseur est trompeur, d’autant plus que la nécessité du prétraitement esquissé ci-dessus, conséquence de la multiplicité des intrants, peut déterminer le choix de l’électrolyseur et, de plus, déterminera si une unité chimique complémentaire, de type Fisher-Tropsch par exemple, est nécessaire, en fonction de la qualité du « Syngaz ».
En analysant les différentes caractéristiques de certains électrolyseurs on peut en rappeler certaines qui sont importantes dans le cas du projet E-CHO
 5.1 Des questions fondamentales subsistent
5.1 Des questions fondamentales subsistent
A notre connaissance aucun de ces électrolyseurs ne produit les hydrocarbures à longue chaîne nécessaires pour le carburant aéronautique et maritime. L’électrolyseur produit soit de l’hydrogène, soit du gaz de synthèse, soit de petites molécules.
Une unité complémentaire de type Fischer-Tropsch ou similaire semble donc nécessaire en amont de l’électrolyseur, mais est-ce suffisant ?
Est-ce les seules questions sans réponses ?
6. Les conséquences de cette description simpliste du projet
Pourquoi la description qui a été présentée est, volontairement ou non, trop simplifiée.
6.1 Le prétraitement manquant n’est pas un détail mineur
C’est une toute nouvelle usine industrielle qui se trouve devant l’électrolyseur présenté comme un produit high-tech (mais de taille jamais encore réalisée). En cachant cela, le récit crée une fausse impression de simplicité et de préparation.
La présentation actuelle du projet attire l’attention sur l’électrolyseur innovant et high-tech — la partie « séduisante » et détourne l’attention du fait que le véritable succès du projet dépend d’un front -end, axé sur la gestion des solides et le nettoyage des gaz.
6.2 Le traitement par électrolyse n’est pas documenté
Ce traitement non documenté est certainement incomplet et semble, volontairement ou non, ignoré l’ampleur du traitement associé
6.3 La présentation actuelle dissimule le véritable coût d’investissement (CAPEX) et le coût d’exploitation (OPEX)
6.3.1. Au niveau du CAPEX :
Une usine pour la réduction de taille, le séchage, la torréfaction et la gazéification est un investissement industriel important, coûtant souvent plus cher que l’unité finale de traitement par électrolyse.
La description actuelle masque ces coûts supplémentaires énormes.
Le coût d’investissement d’un électrolyseur de la taille revendiquée mais de type non défini qui semble nécessiter des traitements d’appoints de type Fischer-Tropsch ne sera pas négligeable dans l’investissement total du projet.
6.3.2. Au niveau de l’OPEX :
La charge énergétique parasite pour le séchage et la réduction de la taille est énorme. Le coût du remplacement du catalyseur contaminé dans le gazier ou des lits de nettoyage à partir des sels alcalins agricoles constitue une dépense opérationnelle majeure.
Aucun de ces coûts ne fait partie de la description.
Les coûts d’entretien des électrolyseurs envisagés ainsi que celui des traitements d’appoints ne seront pas négligeables
6.4 Cette description simpliste masque le risque d’échelon et d’intégration technique
La difficulté industrielle du projet ne tient pas dans la réalisation des opérations individuelles mais de leur intégration entre elles.
Le projet suppose :
Un système robuste et ininterrompu de transport des solides entre quatre lignes de prétraitement différentes et un gazéifieur.
Un système de nettoyage des gaz capable de gérer les « pics alcalins » soudains d’un lot de déchets agricoles riches en cendres sans envoyer de poisons catalyseurs en aval vers l’électrolyseur délicat.
La possibilité de passer sans effort d’une matière première hivernale composée de copeaux forestiers à une matière première d’été composée de paille de blé.
Ce risque d’intégration est important, il est invisible dans la description actuelle et il n’a jamais été évoqué.
6.5 Cette description simpliste donne l’illusion de l’équilibre énergétique et carbone
Une étape à haute température comme la torréfaction et la gazéification, suivie d’un trempage et d’une électrolyse à basse température, peut avoir un bilan énergétique interne terrible.
Le projet peut se présenter comme des intrants « renouvelables » mais finir par utiliser une énorme quantité d’électricité renouvelable uniquement pour faire bouillir de l’eau et du bois sec, ce qui laisse une efficacité bien inférieure à ce qui est annoncé. C’est la chaîne de pré-traitement manquante qui permet de s’évaporer facilement de la promesse « verte ».
7. Comment formuler de manière constructive ce manque d’information durant la période de concertation
La description du projet E-CHO présentée pendant les phases de concertation se concentrant sur un concept d’électrolyseur ‘multi-matières premières’ est, en réalité, fausse et ne peut pas exister.
En passant sous silence la plateforme massive, coûteuse et techniquement critique de prétraitement thermochimique et de conditionnement des gaz, qui doit se situer entre les matières premières des déchets et l’électrolyseur, déforme fondamentalement la véritable portée du projet.
Ce n’est pas simplement une omission. Cela crée une base d’évaluation injuste.
La description qui a été faite du projet E-CHO pendant la période de concertation a consisté à présenter un procédé électrochimique en une seule étape sans risque, tandis que le concept réel repose sur une cascade complexe, à haut risque, en plusieurs étapes de gestion des solides et de gazéification, qui introduit un risque important concernant l’évaluation budgétaire du projet et des risques de défaillances du projet.
[1] https://elyse.energy/nos-projets/e-cho
[2] Il s’agit d’exemples pris au hasard la description effective n’étant pas disponible dans les documents d’E-CHO.